
The global manufacturing landscape is undergoing a profound transformation, driven by a collective urgency to adopt more sustainable and environmentally responsible practices. For decades, hexavalent chromium (Cr⁶⁺) has been the gold standard in metal finishing, prized for its exceptional corrosion resistance, self-healing properties, and ability to provide a robust base for paint and powder coatings. However, the undeniable health risks and environmental hazards associated with Cr⁶⁺ have triggered a worldwide regulatory backlash. For Malaysian manufacturers deeply integrated into global supply chains for automotive, electronics, and aerospace components, the transition away from hexavalent chromium is no longer an option—it is an operational imperative.
The Regulatory Pincer: REACH and RoHS
The primary catalysts for this shift are stringent international regulations, most notably the European Union's Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) and the Restriction of Hazardous Substances (RoHS) Directive. Hexavalent chromium (Cr⁶⁺) compounds are classified as known human carcinogens by the International Agency for Research on Cancer (IARC Group 1), with strong evidence linking occupational exposure to lung cancer [1,2]. Several Cr⁶⁺ substances used in metal finishing (e.g., chromium trioxide and dichromates) are identified as "Substances of Very High Concern" (SVHC) under REACH, and many are also included on the REACH Authorisation List (Annex XIV) - meaning their use in the EU generally requires authorisation for specific uses [3,13]. RoHS, meanwhile, restricts Cr⁶⁺ in electrical and electronic equipment, setting a maximum concentration limit of 0.1% by weight (1000 ppm) in homogeneous materials [4].
For Malaysian metal finishers, these regulations create a clear mandate. To maintain access to lucrative European markets and supply multinational corporations that adhere to global environmental standards, compliance is non-negotiable. The impact of REACH, in particular, extends beyond direct exporters. As global OEMs push down compliance requirements to their tier-one and tier-two suppliers, the entire supply chain faces pressure to eliminate Cr⁶⁺ from their processes. Failure to adapt risks not only regulatory penalties but also exclusion from key markets and supply networks.
The Technical Challenge: Bridging the Performance Gap
While the regulatory case for abandoning hexavalent chromium is clear, the technical path forward has been fraught with challenges. The unique chemistry of chromate conversion coatings provided a "self-healing" mechanism where soluble chromate ions would migrate to damaged areas of the coating through pH-mediated electrochemical transport, stifling corrosion reactions and repairing the protective layer [5,6]. Replicating this active corrosion protection with environmentally benign alternatives has been a major hurdle for the surface finishing industry.
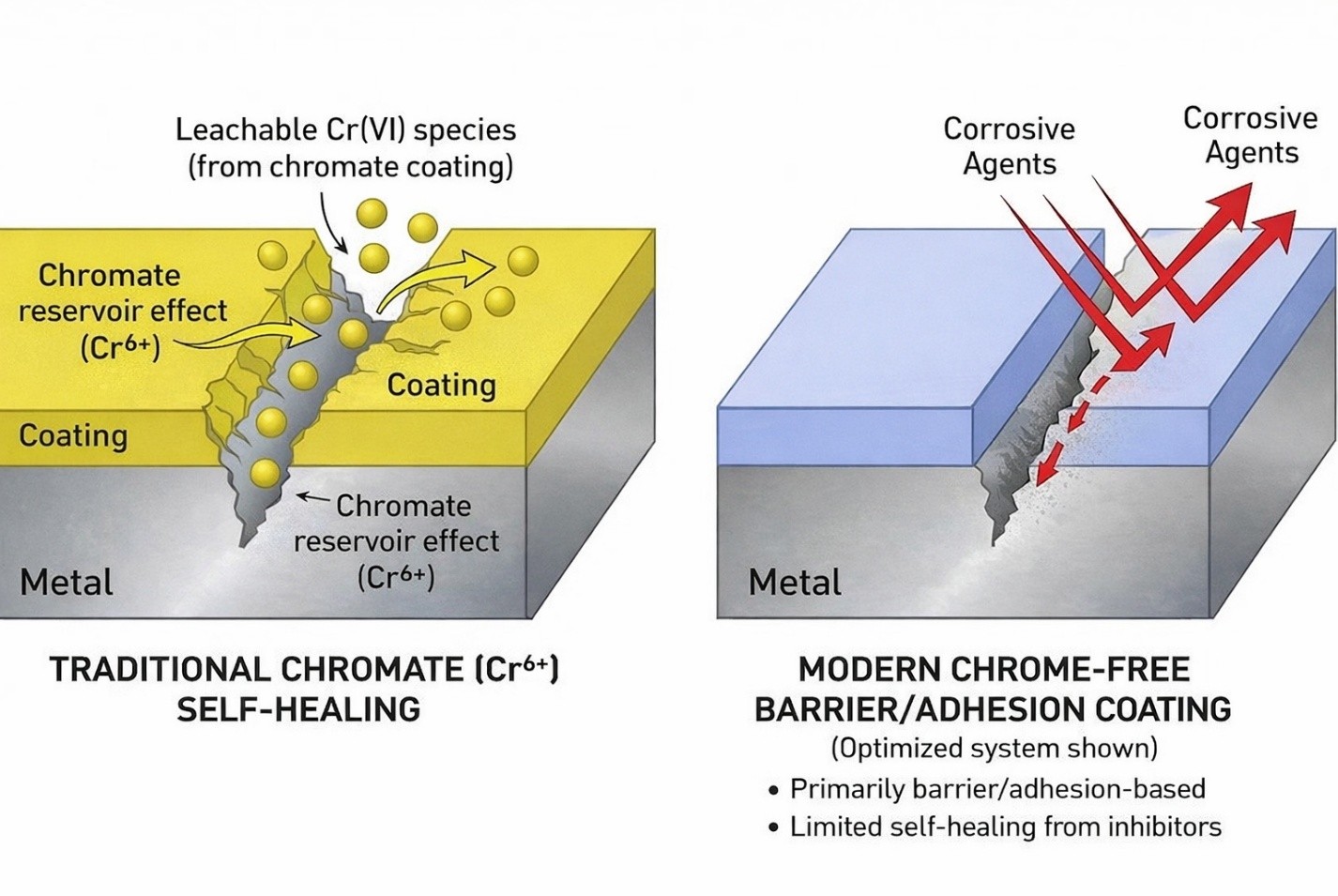
Early generations of chromium-free alternatives, developed primarily in the 1990s and 2000s, frequently delivered acceptable initial paint adhesion, but often showed a wider process-window sensitivity and less consistent long-term corrosion resistance than chromate systems, particularly under aggressive test conditions (e.g., salt spray exposure) and when paired with demanding alloy chemistries [12]. High-copper aluminum aerospace alloys - such as many 2000- and 7000-series grades - are especially challenging because copper-rich intermetallic particles create strong local galvanic effects and electrochemical heterogeneity that can accelerate localized corrosion initiation if inhibition is insufficient [10,11,12]. In practical terms, this is why many Cr⁶⁺-free conversion-coating processes place greater emphasis on pretreatment quality, bath control, and system-level optimization with primers/topcoats to reliably meet durability targets.
However, significant progress has been made in recent years. Modern conversion coating technologies based on zirconium, titanium, or silane chemistries have demonstrated the ability to provide corrosion protection that can meet chromate performance for many applications when process control and coating systems are optimized [7,8,9]. These advanced formulations leverage different protection mechanisms, including enhanced barrier properties, improved adhesion to both metal substrates and organic topcoats, and altered electrochemical kinetics at cathodic and anodic sites [9]. Nevertheless, these alternative processes generally require tighter process controls, more rigorous pre-treatment cleaning, and are less forgiving of variations in bath parameters compared to the robust chromate systems they replace [7]. This necessitates a significant shift in operational mindset and quality control procedures on the shop floor.

Cosmic Discovery: Facilitating a Seamless Transition
At Cosmic Discovery, we support manufacturers moving toward Cr⁶⁺-free finishing by supplying non-chromate surface treatment options and on-site technical guidance. Our chromium-free ALUCOAT 103 and non-chromate ALCOAT CF007 are designed to provide a stable base for subsequent organic coatings, with performance dependent on alloy type, pretreatment quality, and process control.
ALUCOAT 103 is a chromium-free conversion coating option that provides corrosion resistance and adhesion promotion while meeting typical performance requirements when correctly applied. ALCOAT CF007 offers a non-chromate alternative that has been developed to address the adhesion and corrosion protection challenges associated with Cr⁶⁺-free surface treatments.
Because many chrome-free systems are less tolerant of process variation than legacy chromates, we also help customers optimize cleaning, bath parameters, and verification testing so implementation is reliable and repeatable across production conditions [7]. Our team of experts is available to provide on-site support, assisting with process development, troubleshooting, and quality validation to ensure a smooth transition. The shift to chrome-free finishing is designed to support customers' Cr⁶⁺-free and RoHS-aligned requirements, with final compliance depending on the finished article and the customer's specific regulatory scope.
By choosing Cosmic Discovery, Malaysian manufacturers gain more than just a supplier; they gain a technical partner dedicated to helping them navigate the complexities of environmental compliance, ensuring their products remain competitive on the global stage.
Conclusion
The transition to chrome-free metal finishing is a defining challenge for the industry, but it is also a significant opportunity. By proactively adopting compliant, high-performance alternatives, Malaysian manufacturers can future-proof their operations, enhance their environmental credentials, and secure their position in the global supply chain. With Cosmic Discovery's product portfolio and technical expertise, this transition can be managed effectively, turning a regulatory obligation into a competitive advantage.
References
[1] IARC (International Agency for Research on Cancer). (2012). IARC Monographs on the Evaluation of Carcinogenic Risks to Humans, Volume 100C: Arsenic, Metals, Fibres, and Dusts. Lyon, France: International Agency for Research on Cancer.
[2] National Toxicology Program. (2021). Chromium Hexavalent Compounds. In 15th Report on Carcinogens. Research Triangle Park, NC: National Toxicology Program. Released December 21, 2021.
[3] European Chemicals Agency (ECHA). Candidate List of substances of very high concern for Authorisation. Helsinki: ECHA. Available at: https://echa.europa.eu/candidate-list-table (Accessed: January 2026).
[4] European Parliament and Council. (2011). Directive 2011/65/EU on the restriction of the use of certain hazardous substances in electrical and electronic equipment (RoHS 2). Official Journal of the European Union.
[5] Kendig, M., Jeanjaquet, S., Addison, R., & Waldrop, J. (2001). Role of hexavalent chromium in the inhibition of corrosion of aluminum alloys. Surface and Coatings Technology, 140(1), 58-66.
[6] Zhao, J., Frankel, G., & McCreery, R. L. (1998). Corrosion protection of untreated AA-2024-T3 in chloride solution by a chromate conversion coating monitored with Raman spectroscopy. Journal of the Electrochemical Society, 145(7), 2258-2264.
[7] Milošev, I., & Frankel, G. S. (2018). Review—Conversion coatings based on zirconium and/or titanium. Journal of the Electrochemical Society, 165(3), C127-C144.
[8] Hughes, A. E., Mol, J. M. C., Zheludkevich, M. L., & Buchheit, R. G. (Eds.). (2016). Active protective coatings: New-generation coatings for metals. Springer.
[9] Andreatta, F., Turco, A., de Graeve, I., Terryn, H., de Wit, J. H. W., & Fedrizzi, L. (2007). SKPFM and SEM study of the deposition mechanism of Zr/Ti based conversion layer on AA6016 aluminum alloy. Surface and Coatings Technology, 201(18), 7668-7685.
[10] Buchheit, R. G. (1995). A compilation of corrosion potentials reported for intermetallic phases in aluminum alloys. Journal of the Electrochemical Society, 142(11), 3994-3996.
[11] Birbilis, N., & Buchheit, R. G. (2005). Electrochemical characteristics of intermetallic phases in aluminum alloys: An experimental survey and discussion. Journal of the Electrochemical Society, 152(4), B140-B151.
[12] Becker, M. (2019). Chromate-free chemical conversion coatings for aluminum alloys. Corrosion Reviews, 37(4), 321-342. https://doi.org/10.1515/corrrev-2019-0032
[13] European Chemicals Agency (ECHA). Authorisation List (REACH Annex XIV). Available at: https://echa.europa.eu/authorisation-list (Accessed: January 2026).